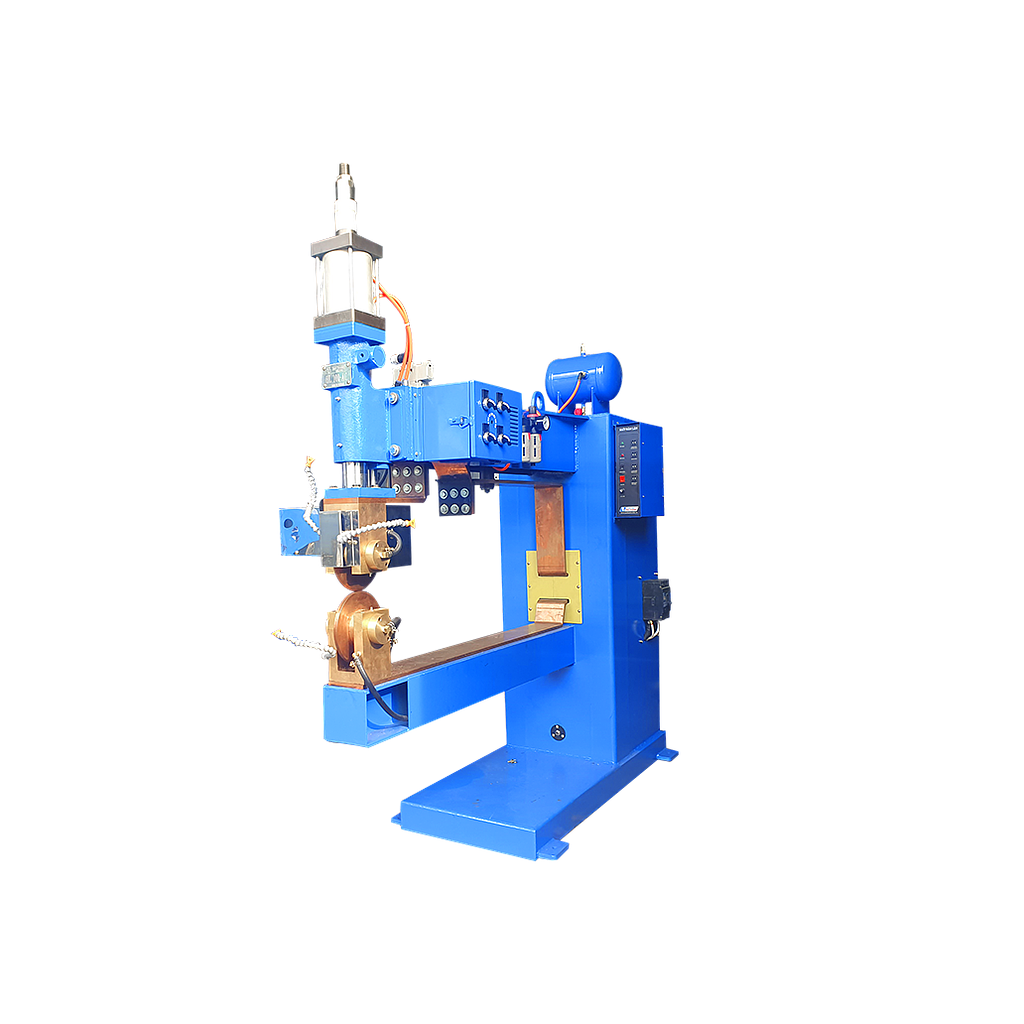
滚焊机
在薄板金屬接縫、筒體成形與連續焊接製程中,設備是否能穩定輸出熱量、維持焊道一致性,往往直接影響成品外觀、氣密性與整體生產效率。對於需要長直縫、圓周縫或連續密封焊接的產線而言,滾焊機通常是比單點式焊接更合適的選擇,特別適用於板材對接、桶槽製作與鍍鋅鋼板加工等應用。
此類設備的核心價值,不只是完成焊接動作,更在於讓焊接過程具備連續性、可重複性與較好的製程控制。若您正在評估不同類型的焊接設備,本頁可協助您快速理解滾焊機的使用場景、選型重點,以及 Tân Thành 在此類設備上的常見機型方向。
滾焊機適合哪些焊接工作
滾焊機主要用於兩電極輪持續加壓並通電,讓工件沿焊接路徑形成連續或近似連續的焊縫。相較於只形成單點焊核的設備,這類機種更適合需要連續焊縫、重視密封性,或希望提升焊接節拍一致性的製程。
常見應用包括金屬桶身、桶底、儲槽本體、太陽能熱水桶、鍍鋅板卷材接合等。若工件以薄板為主,且生產需求集中在長焊道或圓周焊接,滾焊機通常會比一般點焊機更符合實際需求。
常見結構與應用方向
從本分類中的代表型號可看出,滾焊機並非只有單一形式,而是會依工件形狀、焊道位置與產線方式發展出不同結構。例如用於桶身縫焊的機種,會偏重直線接縫的穩定輸送;用於桶底或圓周焊接的設備,則更重視工件定位與旋轉焊接的配合。
以 Tân Thành 的產品為例,像是 Tân Thành SEAM-BODY-TANK Seam Body Tank Roller Welding Machine (150KVA) 與 Tân Thành SEAM-BOTTOM-TANK Seam Bottom Tank Roller Welding Machine (150KVA),就反映出桶身與桶底在焊接路徑上的差異。若是處理太陽能熱水桶等工件,也可參考 Tân Thành SEAM-SOLAR-TANK Solar Tank Roller Welding Machine (100KVA) 這類更貼近特定應用的機型。
選購滾焊機時應注意的幾個重點
評估設備時,首先要回到工件本身,包括材料種類、板厚範圍、焊縫長度、是否要求氣密性,以及生產量是否屬於批量連續作業。若加工對象是 0.2 mm 到 1.5 mm 左右的薄板雙層焊接,便需要特別留意設備對板厚範圍、壓力控制與通電穩定性的匹配程度。
其次要考慮電源條件與產線配置。本分類中的機型多見 380V、50/60Hz 規格,容量則涵蓋 50KVA、100KVA、120KVA 到 150KVA 等不同級距。容量並不是越大越好,而是要看焊接材料、工件尺寸與工作週期是否相符,才能在焊接品質與設備投資之間取得平衡。
若生產現場對焊接節奏、熱輸入控制與長時間穩定性有更高要求,也可留意採用逆變技術的設備,例如 Tân Thành HANLAN100KVA Inverter Roller Welding Machine (100KVA)。這類機型通常更適合需要較佳控制精度的工況,但仍應依實際材料與製程條件評估。
不同機型如何對應不同製程
對於一般薄板連續縫焊,像 Tân Thành HL-100AC Roller Welding Machine 可作為理解基礎型滾焊設備的參考。若工件需要雙頭配置或更高產能的作業方式,則可進一步關注 Tân Thành HL-2DAU Dual Head Roller Welding Machine (120KVA) 與 Tân Thành HÀN LĂN 2 ĐẦU Dual Head Roller Welding Machine (120KVA) 這類設計方向。
若產線涉及多焊道或特定路徑安排,Tân Thành HÀN LĂN 2 ĐƯỜNG 2-Way Roller Welding Machine (150kVA) 也提供了另一種思考方式。至於處理卷材接合時,Tân Thành HN-CUON TON Máy hàn nối cuộn tôn tráng kẽm 則更接近鍍鋅板卷材銜接的應用情境,適合需要連續送料與換卷接續的製程規劃。
滾焊機與其他焊接設備的差異
如果您的工作重點在連續焊縫與密封焊接,滾焊機通常具有明確優勢;但若工件以局部點接、支架固定或片材定位為主,則未必需要使用滾焊結構。不同設備的差異,主要來自焊接形式、工件夾持方式與產線節拍需求,而不是單純比較哪一種設備「更好」。
例如,若現場同時有切料與焊接需求,前段加工可搭配等離子切割機完成板材準備;若焊接工作偏向多樣化修補或多工序切換,也可一併了解多功能焊機的應用方向。將設備放在整體製程中評估,通常比單看單機規格更有效率。
品牌與設備配置的實務觀察
從本頁收錄的代表產品來看,Tân Thành 在滾焊機領域涵蓋了桶身、桶底、太陽能水箱、卷材接合與雙頭滾焊等方向,顯示其產品配置偏向實際產線需求導向,而非僅提供單一通用機型。這對採購端而言,有助於依工件型態尋找較接近的設備基礎。
此外,部分型號會標示工作週期、容量、板厚範圍、冷卻或氣壓控制等資訊,這些都與設備能否長時間穩定運轉有關。尤其當工件涉及大量重複焊接時,除了名義規格外,更應關注製程匹配與現場條件,包括治具、冷卻、送料與操作方式是否能與設備相互配合。
簡短選型建議
若您目前正處於初步評估階段,可先釐清三個問題:第一,工件是平板、筒體還是卷材;第二,焊接需求是直縫、圓周縫還是密封焊;第三,產量是少量加工還是連續量產。這三項條件往往比單看 KVA 數值更能幫助縮小選型範圍。
若應用集中在桶槽、薄板接縫或鍍鋅卷材製程,滾焊機會是值得優先考慮的方向。後續再依板厚範圍、電源條件、工作週期與結構形式做細部比對,通常就能更快找到適合的設備配置。
結語
對需要連續焊縫、穩定節拍與一致焊接品質的工業現場而言,滾焊機不只是單一焊接設備,而是與工件設計、治具配置與生產流程緊密相關的製程工具。透過了解不同結構形式與應用場景,採購與工程人員能更有效判斷哪一類機型適合自己的產線。
若您正在比較桶身焊接、桶底焊接、雙頭滾焊或卷材接合等需求,本分類中的代表機型可作為實際參考起點。先從工件與製程出發,再對照設備能力,通常能更精準地完成選型。
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
